Основой организации производственного процесса во времени является производственный цикл.
Производственный цикл - интервал времени от начала до окончания изготовления продукции. Это время, в течение которого запускаемые в производство предметы труда превращаются в готовую продукцию. Время нахождения предметов труда в виде производственных запасов в производственный цикл не включается.
Затраты времени, включаемые в производственный цикл показаны на рис. 1.
Время производства Тпр состоит из продолжительности выполнения технологических операций Ттех , естественных процессов Тест , вспомогательных операций – подготовительно-заключительных Тп-з , транспортных Тт и контрольных Тк .
Время перерывов Тпер делится на перерывы в рабочее и нерабочее время, так называемые регламентированные перерывы.
Перерывы в рабочее время состоят из перерывов партионности Тпар и перерывов межоперационногоТмо и межцехового Тмц ожидания.
Перерывы партионности связаны с обработкой предметов труда партиями. Предметы труда в партии обрабатываются не одновременно, а по одному или несколько штук. Каждое изделие ждёт своей очереди на обработку, после чего ждёт конца обработки всей партии. Например, если предметы труда обрабатываются партиями по 20 штук, то первое изделие обрабатывается, 19 ждут своей очереди на обработку. Затем, после окончания обработки, каждое изделие ожидает конца обработки всей партии.
Перерывы ожидания возникают в том случае, если поступившие на рабочее место предметы труда не могут обрабатываться из-за его занятости. Перерывы ожидания могут быть внутри- и межцеховые.
Перерывы в нерабочее время определяются режимом работы предприятия.
(См. Вопрос 19)
21. Поточное производство и его эффективность
Развитие предметной формы специализации цехов (участков) приводит к созданию поточного производства - наиболее прогрессивной и эффективной формы организации производственных процессов, основанных на ритмичной повторяемости согласованных во времени основных и вспомогательных операций. Производственный процесс обработки детали или сборки изделия расчленяется на равные по продолжительности операции, выполняемые на специализированных рабочих местах (позициях). Позиции располагаются в последовательности технологического процесса, при этом перемещение изделий с позиции на позицию осуществляется при помощи специальных транспортных средств.
Основные признаки, характеризующие поточное производство:
1) Принцип прямоточности - предусматривает размещение оборудования и рабочих мест в порядке следования операций технологического процесса. Прямоточность обеспечивает кратчайший путь движения изделия в производстве.
2) Принцип специализации - воплощается в создании специализированных поточных линий, предназначенных для обработки одного закрепленного за данной линией изделия или нескольких технологически родственных изделий.
3) Принцип непрерывности - проявляется в виде непрерывного (без межоперационного пролеживания) движения изделий по операциям при непрерывной работе рабочих и оборудования. Подобные линии называются непрерывно-поточными. Непрерывность является прямым следствием принципа пропорциональности, в частности равной производительности на всех операциях линии. Если такого равенства нет, то линия называется прерывно-поточной или прямоточной.
4) Принцип параллельности - предусматривает параллельное движение изделий, при котором они передаются по операциям поштучно либо небольшими транспортными партиями.
5) Принцип ритмичности - характеризуется ритмичным выпуском продукции на линии и ритмичным повторением всех операций на каждом ее рабочем месте. На непрерывно-поточных линиях с поштучной передачей выпуск (запуск) каждого изделия осуществляется через один и тот же интервал времени, называемый тактом линии (или поштучным ритмом).
Характерные признаки организации поточного производства:
1) расчленение процесса изготовления продукции на ряд составных частей, на более или менее простые операции и закрепление их за отдельными рабочими местами (станками) или за группой одинаковых рабочих мест;
2) повторение одних и тех же процессов на каждом рабочем месте;
3) оснащение рабочих мест поточной линии специальным оборудованием, инструментом, приспособлениями, обеспечивающими высокопроизводительное выполнение закрепленных операций;
4) транспортная направленность, регламентирующая все производство во времени и в пространстве;
5) высокая степень механизации и автоматизации процессов производства;
6) непрерывно повторяющееся единообразие всех производственных факторов качества и форм материалов, инструментов и приспособлений и т. п.;
7) равномерность выпуска продукции на основе единого расчетного такта поточной линии;
8) одновременное выполнение всех составных частей процесса.
Условиями для перехода на поточные методы производства являются: достаточный объем выпуска однотипных изделий, для чего максимально унифицируют конструкции выпускаемых изделий; углубление специализации завода, цехов, участков и рабочих мест; отработку конструкций изделий с точки зрения требований поточной технологичности; разработка технологического процесса, обеспечивающего наибольшую пропорциональность в потоке, а в серийном производстве - унификация технологии и применение групповой обработки.
Основные виды и формы поточных линий
Важным элементом поточного производства является поточная линия.
Поточная линия - это ряд взаимосвязанных рабочих мест, расположенных в порядке следования технологического процесса и объединенных общей для всех нормой производительности. Производительность всей поточной линии определяется производительностью ведущей машины производственного процесса. Ее определяют такие ведущие процессы труда, выполнение которых максимально приближает полуфабрикат к стадии готового продукта. С помощью ведущего оборудования происходят основные изменения в сырье, полуфабрикатах, превращающие предмет труда в готовый продукт. Например: в консервном производстве ведущим оборудованием являются обжарочные печи, бланширователи, автоклавы; в производстве консервов - закаточные машины; в коптильном производстве - коптильные установки; в жиромучных цехах - сушильные устройства.
Производительность поточной линии определяется производительностью ведущего оборудования. Это означает, что исходя из производительности ведущей машины, устанавливают производственные задания каждому рабочему месту потока.
Производственное задание представляет то количество предметов труда (сырья, полуфабрикатов), которое должно быть обработано для обеспечения полной загрузки ведущей машины поточной линии, то есть, для бесперебойной работы ведущего оборудования или для выполнения сменного задания.
Конфигурация поточных линий в зависимости от планировки цеха, участка, количества рабочих мест и других условий предполагает следующие виды, в зависимости от следующих признаков:
1) По типу производства: однопредметные и многопредметные.
· Однопредметные поточные линии - это линии, на которых постоянно выпускается один вид продукции в большом количестве, в течение длительного периода времени.
Многопредметные поточные линии - это линии, на которых изготавливают продукцию (изделия) разного ассортимента, сходных в технологическом отношении. На таких поточных линиях используются одни и те же рабочие, одно и тоже оборудование, причем продукция изготавливается путем периодического переключения с производства одного вида продукции к другому виду.
Поточная линия может быть прямолинейной, прямоугольной, круговой, кольцевой, овальной. Более правильной считается прямая или кольцевая конфигурация поточной линии. При большом количестве оборудования и рабочих мест их размещают в несколько параллельных линий, но так, чтобы не было возвратных и пересекающихся линий движения предметов труда.
2) По степени прерывности процесса: непрерывными и прерывными.
· На непрерывных линиях движение изделий по операциям осуществляется непрерывно (без межоперационного прослеживания) при непрерывной (без простоев) работе рабочих и оборудования. Предметы труда с операции на операцию непрерывно передаются поштучно или небольшими транспортными партиями с помощью механизированных или автоматизированных транспортных средств (конвейеров) через одинаковый промежуток времени, равный такту или ритму потока. При этом время выполнения всех операций технологического процесса на данном рабочем месте должно быть равно или кратно такту (ритму). Такой технологический процесс принято называть синхронизированным.
Непрерывно-поточные линии используются на всех стадиях производства. Особенно большое распространение они получили в сборочных процессах, где преобладает ручной труд, поскольку его организационная гибкость позволяет разделить технологический процесс на операции, добиваясь полной синхронизации.
· Прерывными называются поточные линии, в которых не обеспечивается полная непрерывность движения предметов труда, так как не соблюдается условие синхронизации операций на всех рабочих местах. Загрузка оборудования и рабочих мест на таких линиях недостаточно равномерна. На отдельных рабочих местах, имеющих меньшую длительность операций, происходит накапливание полуфабрикатов.
Прерывно-поточными также могут быть одно- и многопредметные поточные линии. Они создаются, когда отсутствует равенство или кратность длительности операций такту и полная непрерывность производственного процесса не достигается. Для поддержания беспрерывности процесса на наиболее трудоемких операциях создаются межоперационные оборотные заделы.
Прерывно-поточные однопредметные линии наиболее широко применяются в механообрабатывающих цехах массового и крупносерийного производства, а прямоточные многопредметные - в механообрабатывающих цехах серийного и мелкосерийного производства.
3) По способу поддержания ритма движения: с регламентированным и свободным ритмом.
· Регламентированный (принудительный) ритм работы поддерживается с помощью конвейеров и световой сигнализации.
Линии с регламентированным ритмом характерны для непрерывно-поточного производства. Здесь ритм поддерживается с помощью конвейеров, перемещающих предметы труда с определенной скоростью, или с помощью световой или звуковой сигнализации при отсутствии конвейеров.
· Линии со свободным ритмом не имеют технических средств, регламентирующих ритм работы линий, а необходимый ритм обеспечивается непосредственно рабочим на данной линии. Линии со свободным ритмом широко распространены в рыбоконсервном и кулинарном производстве.
Эти линии применяются при любых формах потока (непрерывной и прерывной), и соблюдение ритма в этом случае возлагается непосредственно на работников данной линии. Его величина должна соответствовать расчетной средней производительности за определенный период времени (час, смену).
4) По способу транспортировки предметов труда: со средствами непрерывного действия (конвейерами), с транспортными средствами прерывного действия (рольганги, желоба, тележки на рельсах, монорельсы с тельферами, краны и др.) и линии без транспортных средств.
· Наиболее совершенным транспортным средством в поточной линии является конвейер, который поддерживает ритм работы линии, уменьшает потребность в обслуживающих рабочих, требует равенства или кратности длительности операций на линии.
В зависимости от функций, выполняемыми средствами, линии непрерывного действия подразделяются на: линии с транспортным конвейером; линии с рабочим конвейером и линии с распределительным конвейером.
В зависимости от характера движения конвейеры бывают двух типов: непрерывно движущиеся и пульсирующие. Пульсирующий конвейер через определенные промежутки времени периодически останавливается, а затем снова движется.
Транспортные конвейеры поточных линий (ленточные, пластинчатые, цепные, подвесные и др.) предназначены для транспортировки предметов труда и поддержания заданного ритма работы линии.
· Линии с транспортными средствами прерывного действия в зависимости от разновидности этих средств могут быть подразделены на несколько видов. К транспортным средствам прерывного действия относятся: бесприводные (гравитационные) транспортные средства (рольганги, скаты, спуски и др.); подъемно-транспортное оборудование циклического действия (мостовые краны, монорельсы с тельферами, электротележки, электрокары и др.).
· Линии без наличия транспортных средств - это линии с неподвижным предметом труда (как правило, при сборке крупных объектов).
5) По характеру движения конвейера: непрерывно движущиеся и пульсирующие.
· Линии с непрерывным движением конвейера создаются в тех случаях, когда по условию технологического процесса операции должны выполняться во время движения рабочего конвейера без снятия предметов труда с рабочих мест или операции должны выполняться на стационарных рабочих местах (транспортный конвейер).
· Линии с пульсирующим движением конвейера создаются в тех случаях, когда по условию технологического процесса операции должны выполняться при неподвижном объекте производства на рабочем конвейере. В этом случае привод конвейера включается автоматически через заданный интервал времени только на время, необходимое для перемещения изделий на следующую операцию. Пульсирующий конвейер через определенные промежутки времени периодически останавливается, а затем снова движется.
В зависимости от места выполнения операций различают рабочие конвейеры, когда все операции выполняются непосредственно на их несущей части, и распределительные, когда операции выполняются на стационарных рабочих местах.
6) По уровню механизации процессов: автоматические и полуавтоматические поточные линии.
· Полуавтоматические поточные линии агрегатированы из специальных станков-полуавтоматов (с последовательным, последовательно-параллельным и параллельным агрегатированием).
· Автоматические поточные линии характеризуются объединением в единый комплекс технологического и вспомогательного оборудования и транспортных средств, а также автоматическим централизованным управлением процессами обработки и перемещения предметов труда. На этих линиях все технологические, вспомогательные и транспортные процессы полностью синхронизированы и действуют по единому такту (ритму).
7) По степени охвата производства: участковые, цеховые и заводские, сквозные.
Экономической эффективности поточного производства
Высокая эффективность поточного производства позволяет их широкое распространение.
Характерными чертами поточного производства являются:
· широкое применение высокопроизводительного специального оборудования;
· высокий уровень механизации и автоматизации ручных работ и транспортных операций;
· наиболее полное использование оборудования, материалов и прочих средств производства.
При поточной организации производства лучше используются производственные площади, так как оборудование размешается более компактно, сокращаются площади, неэффективно используемые в ходе технологического процесса изготовления продукции.
Эффективность поточных методов выражается в повышении производительности труда, увеличении выпуска продукции, сокращении продолжительности производственного цикла обрабатываемой продукции, снижении использования производственных площадей, меньшем числе межцеховых и цеховых кладовых, экономии материалов, снижении себестоимости продукции и т. д.
К числу основных факторов, влияющих на повышение эффективности поточного производства, относятся следующие:
· применение в потоке передовой технологии и техники и оптимальных режимов работы оборудования приводит к снижению трудоемкости процессов производства;
· ликвидация простоев рабочих из-за переналадок оборудования, неравномерной загрузки, непропорциональности мощностей рабочих мест;
· освобождение рабочих от затрат излишнего и тяжелого физического труда (доставка на рабочие места материалов и полуфабрикатов, а также дальнейшее перемещение предметов труда осуществляются с помощью специальных транспортных средств);
· выполнение одной и той же операции или ее части в течение длительного времени, позволяет рабочим приобретать производственные навыки;
· повышение точности заготовок и материалов, в результате чего сокращается время на обработку и изготовление продукции.
Внедрение поточного производства приводит к значительному сокращению продолжительности производственного цикла, уменьшению заделов и общего объема незавершенного производства.
Вместе с тем, поточному производству характерны и некоторые недостатки, к числу которых относятся: узкая специализация работников, монотонность труда, жесткая регламентация их деятельности. Данные особенности отрицательно сказываются на уровне производительности труда, обуславливают высокую текучесть кадров, понижают заинтересованность рабочих в результатах своего труда. В дальнейшем развитие поточного производства должно быть ориентировано на устранение факторов, снижающих эффективность поточного производства в современных условиях.
Переход предприятий в современных условиях на внедрение и развитие поточного производства влечет за собой рост капитальных вложений. В связи с этим, необходимо определять размер капитальных вложений и их экономический эффект от их осуществления.
Расчет экономического эффекта включает в себя следующие этапы:
1. Выбор и обоснование базового варианта для сравнения с проектным вариантом.
2. Расчет производительности технологического оборудования по вариантам.
3. Определение капитальных вложений по вариантам (базовому и проектируемому): К1 - до внедрения поточного производства (базовый вариант) и К2 - после внедрения (проектный вариант).
В общий объем капитальных вложений по вариантам, как правило, включаются: затраты на технологическое оборудование (Коб), дорогостоящий инструмент и технологическую оснастку (Ки); затраты на доставку, монтаж и пусконаладочные работы технологического оборудования и оснастки (Км); затраты на использование производственной площади, занимаемой оборудованием (Кпл); затраты на транспортные расходы по доставке оборудования до места назначения (Ктр); затраты на предотвращение загрязнения окружающей среды (Кср) и на создание определенных условий для рабочих-операторов (Кус).
Кроме того, в состав капитальных вложений по проектируемому варианту (К2) входят: затраты на научно-исследовательские и опытно-конструкторские работы (Книокр) с учетом фактора времени; убытки от списания недоамортизированной базовой техники (Ксп); затраты на пополнение (уменьшение) оборотных средств (±? ОБС).
4. Расчет себестоимости выпускаемой продукции - производимой с помощью оборудования базового варианта (С1) и с помощью поточной линии (С2).
5. Оценка объема выпуска продукции в базовом и проектируемом вариантах.
6. Расчет величины чистого дисконтированного дохода (ЧДД) или интегрального эффекта от внедрения проектного варианта.
7. Оценка индекса доходности (ИД), индекса прибыльности проекта.
Расчет внутренней нормы доходности (ВНД), внутренней нормы прибыли, рентабельности.
8. Оценка срока окупаемости реализации данного проекта.
При использовании показателей для сравнения различных инвестиционных проектов (вариантов проекта) они должны быть приведены к сопоставимому виду.
Государственный комитет по рыболовству РФ
АСТРАХАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕСИТЕТ
Институт Экономики
КОНТРОЛЬНАЯ РАБОТА
По дисциплине: «Организация производства на предприятии»
Тема: «Организация производственного процесса во времени»
Выполнил:
Студент группы ЗФЭ-88
Проверил:
Д.Э.Н, О.К.
Организация производственного процесса во времени
Понятие и структура производственного цикла
Организация производственного процесса во времени представляет собой способ сочетания во времени основных, вспомогательных и обслуживающих процессов по переработке «входа» организации в ее «выход». Важнейшим параметром организации производственного процесса во времени является производственный цикл изготовления предмета труда, оказания услуги или выполнения работы от подготовительных операций до заключительных.
Одной из важнейших задач при построении производственного процесса во времени является достижение минимально возможной длительности производственного цикла.
Производственным циклом (ПЦ) называется промежуток времени от момента запуска в производство изделия до момента полного его изготовления, комплектации, приёмки и сдачи на склад. Производственный цикл один из важнейших показателей эффективности организации основных и вспомогательных процессов, влияющих на производственную мощность и производственную программу предприятия, на производительность работников, на величину оборотных средств и другие технико-экономические показатели.
Основными характеристиками производственного цикла является его продолжительность и структура. Длительность производственного цикла является одной из важнейших характеристик уровня организации процесса производства. Производственным циклом изготовления партии деталей считается время от поступления материала в производство до окончания изготовления деталей.
Показатель продолжительности производственного цикла широко применяется во внутризаводском планировании: при обосновании величины производственной программы предприятия, цеха, участка; в процессе разработки календарного графика движения предметов труда; в процессе производства; при расчете размеров незавершенного производства и величины оборотных средств.
Продолжительность производственного цикла изготовления продукции – это календарный период времени, в течение которого сырье, основные материалы, полуфабрикаты и комплектующие изделия превращаются в готовую продукцию. Продолжительность производственного цикла выражается в календарных днях или часах (при низкой трудоемкости изготовления изделий).
Рис. 1. Структура производственного цикла.
Производственный цикл изготовления любого изделия включает в себя:
1. Время, затрачиваемое на выполнение всех технологических операций по изготовлению изделия (технологический цикл).
Технологические операции - это операции, в результате которых изменяется внешний вид и внутреннее содержание предметов труда, а также подготовительно-заключительные операции. Их продолжительность зависит от типа производства, его технической оснащенности, прогрессивности технологии, приемов и методов труда и других факторов. Время выполнения технологических операций составляет технологический цикл. Время выполнения одной операции, в течение которой изготавливается одна деталь, называется операционным циклом.
2. Время на выполнение нетехнологических операций, т.е. время на транспортировку деталей и узлов, на учет и укладку продукции, на контроль за качеством продукции, и д.р.
3. Время естественных процессов, если они предусмотрены технологическим процессом, когда процесс труда отсутствует, но предмет труда изменяется, например остывание деталей в формах, сушка окрашенных деталей.
4. Время перерывов - это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменения его качественной характеристики, продукция еще не является готовой и процесс производства не закончен.
Различают регламентированные и нерегламентированные перерывы В свою очередь, нерегламентированные перерывы, в зависимости от вызвавших их причин, классифицируются на межоперационные (внутрисменные), межцеховые и междусменные (связанные с режимом работы). Межоперационные перерывы делятся на перерывы партионности и ожидания.
Перерывы партионности имеют место при обработке деталей партиями: каждая деталь или узел, поступая к рабочему месту в составе партии, пролеживает дважды: до начала и по окончании обработки, пока вся партия не пройдет через данную операцию
Перерывы ожидания обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса и возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции.
Межцеховые перерывы обусловлены тем, что сроки окончания производства составных частей деталей сборочных единиц в разных цехах различны и детали пролеживают в ожидании комплектности. Перерывы комплектования возникают в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в один комплект.
Междусменные перерывы определяются режимом работы (количеством и длительностью смен) и включают в себя перерывы между рабочими сменами, выходные и праздничные дни, обеденные перерывы, перерывы для отдыха рабочих.
Нерегламентированные перерывы связаны с простоями оборудования и рабочих по различным не предусмотренным режимом работы организационным и техническим причинам (отсутствие сырья, поломка оборудования, невыход на работу рабочих и др.) и включаются в производственный цикл в виде поправочного коэффициента или не учитываются.
В общем виде, продолжительность производственного цикла партии деталей (Д пц) определяется по формуле:
Т пц =(Т пз +Т тех +Т ест +Т всп +Т пер)-Т сов, где
Т пз – подготовительно-заключительное время, час; Т тех - время технологического цикла при последовательном виде движения предметов труда, ч; Т ест - время естественных процессов. ч; Т всп - время вспомогательных операций, ч, Т пер - время перерывов организационно-технического порядка, ч; Т сов - время совмещенных операций.
Соотношение затрат времени на различные виды работ и перерывов в процессе производства называется структурой производственного цикла, которая определяется характером производимой продукции, особенностями технологического процесса ее изготовления, типом производства. Поэтому структура производственного цикла неодинакова на предприятиях различных отраслей. Так, на предприятиях с непрерывным процессом производства (металлургические заводы) наибольший удельный вес имеет рабочая часть цикла. На предприятиях с партионным методом организации производства (машиностроение) в производственном цикле наибольшую долю времени занимают перерывы по различным причинам, которые часто составляют 60-80% от длительности производственного цикла.
Длительность структурных составляющих производственного цикла зависит также от факторов конструктивно-технологических и организационно-экономических.
Сложность конструкции, габариты, вес изделия предопределяют число используемых производственных процессов, их взаимосвязи, общую трудоемкость работ, а значит, идлительность производственного цикла. Длительность производственного цикла зависит от оснащенности техпроцесса разнообразными видами инструментов и приспособлений, что влияет па время обработки или сборки изделия.
Организационно-экономические факторы связаны с методами движения труда в производственном процессе (последовательный или параллельный), с уровнем организации рабочих мест (удобно ли рабочему осуществлять трудовые движения), с системами материального стимулирования (формами оплаты труда и показателями премирования). Организационно-экономичсекие условия оказывают решающее влияние на продолжительность вспомогательных операций, обслуживающих процессов, а также на продолжительность различного рода перерывов в движении предметов труда.
Экономическое значение сокращения длительности производственного цикла заключается в том, что его продолжительность определяет размер незавершенного производства, стоимость которого является одной из наиболее весомых частей оборотных средств предприятия. Так. на предприятиях машиностроения, имеющих относительно длительный производственный цикл, незавершенное производство составляет 30-50% оборотных средств в запасах товарно-материальных ценностей предприятий На предприятиях, где длительность производственного цикла особенно велика, (судостроительные заводы, заводы по изготовлению мощного энергетического оборудования и др.), в незавершенном производстве находится 60-80% оборотных средств.
Сокращение длительности производственного цикла приводит к уменьшению потребности в оборотных средствах, так как, чем больше длительность производственного цикла, тем больше оборотных средств требуется предприятию, тем длительнее период их оборота, тем на больший срок они «омертвляются» в производстве, т.е. остаются без движения.
Сокращение длительности производственного цикла ведет к уменьшению потребной площади складских помещений для хранения незавершенного производства, запасов сырья и материалов, к улучшению использования основных фондов, снижению себестоимости продукции
Расчет длительности производственного цикла
При определении продолжительности производственного цикла обычно рассчитывают длительность трех его составляющих: длительность технологической части цикла, время перерывов по различным причинам и время естественных перерывов, если они предусмотрены технологическим процессом. Остальные элементы длительности производственного цикла либо имеют незначительную величину, например время подготовительно-заключительное, либо они выполняются в течение времени перерывов по различным причинам, например, время на выполнение транспортных операций, время учета и упаковки продукции.
Длительность операционного цикла обработки партии деталей на одной операции Т о определяется по формуле:
где n – количество деталей в партии, t – время обработки одной детали, мин,c - количество рабочих мест, на которых выполняется данная операция.
Факторы, влияющие на длительность технологического цикла:
· трудоемкость выполняемых операций;
· нормативы продолжительности элементов цикла, регламентированных перерывов;
· способ передачи партий, обрабатываемых деталей с операции на операцию, с одного рабочего места на следующее, т.е. от вида движения предметов труда в производственном процессе.
Для построения графика движения партии изделий по операциям при различных видах движения определяем длительность операционного цикла обработки партии деталей при различных видах движения.
Существует три основных вида движения предметов труда: последовательный, параллельный и параллельно-последовательный или смешанный (см. рис. 2).

Рис. 2.График движения предметов труда.
Последовательный вид движения предметов труда в производственном процессе характеризуется тем, что при изготовлении партии деталей в многооперационном технологическом процессе, она передается на каждую последующую операцию (рабочее место) только после завершения обработки всех деталей на предыдущей операции. Параллельность здесь допускается лишь при выполнении одноименной операции на нескольких рабочих местах.
Длительность технологического цикла Т ц при последовательном способе сочетания операций пропорциональна размеру партии и трудоемкости операций и определяется по формуле:
![]() ,
,
где i - индекс операций; t i - трудоемкость обработки одного предмета труда на i-ой операции; п - количество деталей в партии, шт.
Недостатком последовательного движения является большая длительность операционного цикла. Каждая деталь перед началом последующей операции ожидает окончания обработки всей партии, в результате чего удлиняется общий цикл. Однако последовательное движение отличается простотой организации и широко применяется в единичном и серийном производстве при партийной обработке деталей и сборке узлов.
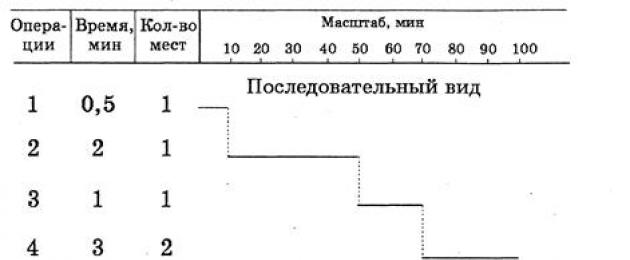
Пример. Предположим, что требуется обработать партию деталей (П д) в количестве 20 штук, число операций - 4: первая операция продолжительностью (t 1) - 0,5 мин; вторая (t 2) - 2 мин; третья (t 3) - 1 мин; четвертая (t 4) - 3 мин. Количество рабочих мест на каждой операции - одно. Четвертая операция выполняется на двух рабочих местах (С). В данных условиях, длительность технологического цикла (Т ц.посл) при последовательном виде составит:
Т ц.посл = 20 * (0,5 / 1+ 2 /1 +1 / 1 +3 / 2) = 100мин.
Для сокращения длительности производственного цикла можно передачу предметов труда (деталей) с одной операции на другую осуществлять частями (транспортными, передаточными партиями). Такая передача предметов труда происходит при параллельном виде движения труда в производственном процессе.
Параллельный вид движения характеризуется тем, что партия обрабатываемых деталей делится на ряд транспортных партий. Первая транспортная партия запускается в производство па первую операцию производственного процесса, и после окончания обработки сразу же передается на вторую и последующие операции, не ожидая завершения обработки всей партии деталей на первой и последующих операциях. При этом обязательно предусматривается обеспечение непрерывности обработки партии деталей только по наиболее трудоемкой операции, в нашем примере расчета это вторая операция Непрерывность обработки деталей других транспортных партий по первой и остальным (в нашем примере это третья и четвертая операции) не обеспечивается.
Вторая транспортная партия запускается в производство на первую операцию производственного процесса с таким расчетом, чтобы время окончания ее обработки на первой операции совпало со временем окончания обработки первой транспортной партии на второй операции, которая в принятом условии является наиболее трудоемкой. После окончания обработки на второй операции вторая транспортная партия передается для обработки на третью и последующие операции (используется последовательный вид движения деталей в производственном процессе) Такой же порядок запуска на первую операцию третьей и четвертой транспортных партий.
Длительность производственного цикла при параллельном способе сочетания операций определяется по формуле:
![]() ,
,
где p – размер партии обработки; t гл - время выполнения наиболее длительной (главной) операции технологического процесса.
При параллельном движении по сравнению с последовательным, продолжительность операционного цикла значительно сокращается. Однако если при параллельном движении операции не равны и не кратны по длительности, т.е. не синхронизированы, то на всех операциях, за исключением операции с максимальной длительностью, возникают перерывы в работе оборудования и рабочих. Полная ликвидация таких перерывов достигается при условии синхронности операций, когда:
![]()
Параллельное движение применяется в массовом и крупносерийном производстве при выполнении операций равной или кратной длительности.
Исходя из принятых условий длительность технологического цикла при параллельном виде движения предметов труда (Т ц.парал) в примере составит:
Т ц.парал = 0,5·5+2·20+1·5+3/2·5=55 (мин).
При параллельном виде движения предметов труда длительность технологического цикла резко снижается по сравнению с последовательным видом движения. В принятом условии длительность технологического цикла сократилась со 100 мин до 55 (почти в два раза).
Однако параллельный вид движения вызывает простои оборудования на рабочих местах, где продолжительность операции меньше, чем наиболее трудоемкой операции. Эти простои тем больше, чем значительнее разность между временем выполнения самой длительной (главной) операции и временем, затраченным на выполнение других операций. В связи с этим параллельный вид движения оправдан в том случае, когда время различных операций примерно равно или кратно друг другу, т.е. в условиях непрерывно-поточного производства.
Параллельно-последовательный вид движения предметов труда характеризуется тем, что вся партия деталей не делится на транспортные (передаточные) партии, а запускается в производство на первую операцию и обрабатывается непрерывно. Выполнение последующей операции, (второй), начинается до окончания обработки всей партии деталей на предыдущей операции, (первой). При этом виде движения предметов труда смежные операции перекрываются во времени в связи с тем, что они выполняются в течение некоторого времени параллельно.
При параллельно-последовательном виде движения предметов труда определяют величину перекрываемого времени между двумя смежными операциями, которое равно времени на обработку всей партии деталей, запускаемой в производство, за минусом времени обработки одной транспортной партии - по продолжительности короткой операции между двумя смежными.
Длительность проиводственного цикла при параллельно-последовательном способе сочетания операций определяется по формуле:
![]() ,
,
где - совмещение во времени двух смежных операций, мин.
Совмещение S определяют по формуле (p=1):
где t min - время выполнения менее длительной операции из двух смежных, мин.
Продолжительность параллельного выполнения двух смежных операций (время совмещения) зависит от сдвига во времени начала последующей операции по сравнению с предыдущей. Здесь возможны два случая:
1) продолжительность последующей операции больше или равна предыдущей (с учетом количества рабочих мест дублеров):
2) продолжительность последующих операций меньше предыдущей:
В первом случае деталь после обработки ее на предыдущей операции сразу поступает в обработку на последующую операцию. К моменту окончания обработки этой детали на второй операции с первой операции поступит очередная деталь и т.д. Таким образом, обработка на последующей операции идет без простоев оборудования, что и является условием параллельно-последовательного движения деталей. Время параллельного выполнения этих операций составит:
Во втором случае непрерывная работа на последующей операции требует некоторого, накопления количества деталей, что связано с большим смещением времени ее начала, чем в первом случае. Время параллельного выполнения операций при этом равно:
![]()
Как видим, в обоих случаях время параллельного выполнения смежных операций равно числу деталей в партии без одной, умноженное на продолжительность меньшей операции. Если последнюю операцию обозначить через, то в общем случае для любой пары смежных операций:
![]()
Для m - операций таких совмещений будет m-1. И тогда, окончательно можно записать:

В принятом условии перекрываемое время между первой и второй операциями составит:
S 1 =0,5 · (20 - 1) = 9,5 мин.
Между первой и второй операциями короткой операцией считается первая, продолжительностью 0,5 мин.
Определяем перекрываемое время между другими смежными операциями:
S 2 =1·(20-1)= 19мин.
S 3 =1·(20-1)= 19мин.
Между второй и третьей, между третьей и четвертой операциями короткой считается одна и та же третья операция, продолжительностью 1,0 мин, поэтому она принимается в расчетах величины перекрываемого времени.
Сумма перекрываемого времени составит:
9,5+ 19+19 = 47,5 (мин).
Длительность технологического цикла при параллельно-последовательном виде движения составит:
Т ц.п.п. =100 - 47,5=52,5 (мин).
Параллельно-последовательный вид движения предметов труда исключает недостатки последовательного вида, где большая длительность производственного цикла, выполняющего короткие операции при обработке партии деталей. Однако смешанный вид движения требует тщательной организации производственного процесса во времени, так как надо постоянно поддерживать на расчетном уровне минимальные, но достаточно надежные запасы предметов труда (деталей) между операциями для обеспечения бесперебойной работы смежных рабочих мест
Анализ особенностей видов движения предметов труда позволяет сделать следующие выводы:
Во-первых, уровень параллельности, непрерывности и величина технологического цикла существенно зависят от вида движения предметов труда в производственном процессе;
Во-вторых, в условиях наличия несинхронизированных операций все виды движения предметов труда не обеспечивают минимальной длительности технологического цикла, а следовательно, имеют большие резервы рациональности;
В-третьих, увеличение размера партии обрабатываемых деталей особенно целесообразно при параллельном виде движения предметов труда, так как при этом технологический цикл увеличивается медленнее, чем размер партии;
В-четвертых, изменение норм времени по операциям значительно влияет на длительность технологического цикла, однако это влияние при различных видах движения партии деталей экономически противоречиво. Так. сокращение трудоемкости коротких операций при параллельно-последовательном движении предметов труда повышает производительность труда (выработку) на этих операциях, но в то же время вызывает потери на производстве из-за удлинения технологического цикла вследствие увеличения пролеживания деталей на рабочих местах, где трудоемкость выполнения операций более высокая.
Все виды движения предметов труда не учитывают длительности различного рода перерывов, возникающих на производстве. Перерывы можно разделить на группы: межоперационные (внутрицикловые), межцикловые перерывы из-за некомплектности незавершенного производства, перерывы из-за задержки выполнения части вспомогательных операций и режимные перерывы. К межоперационным перерывам относятся перерывы из-за партионности и перерывы из-за серийности загрузки оборудования, так называемые перерывы ожидания.
Перерывы из-за партионности обусловлены самой природой работы партиями деталей. Каждая деталь, поступая на рабочее место в составе партии, пролеживает два один раз до начала обработки, ожидая наступления очереди, другой раз - после по окончании обработки, ожидая окончания обработки последней детали в партии. Например, начинается обработка партии деталей в количестве 100 штук на токарном станке, трудоемкость обработки детали - 5 мин. Восьмая деталь ждала начала обработки (пролеживала) в течение 35 мин (7 лет. * 5 мин). После выполнения операции восьмая деталь будет ждать окончания обработки последней, сотой детали в течение 460 мин (5мин * 92 дет.).
Перерывы из-за серийности загрузки оборудования при обработке партии деталей возникают в тех случаях, когда обработка их закончена на одном рабочем месте и детали подвезены к другому рабочему месту для дальнейшей обработки Однако это рабочее место занято в данный момент обработкой партии деталей для другого серийного изделия. Например, после обработки на токарном станке партия транспортируется на рабочее место для фрезерования. Однако фрезерный станок занят обработкой партий деталей в 200 штук для другого изделия. При этом идет обработка сотой детали и продолжительность операции - 4 мин. Подвезенная партия деталей будет пролеживать у фрезерного станка 400 мин.
Средняя величина межоперационного пролеживания определяется опытным путем и колеблется в значительных пределах. Эта величина зависит от количества операций, выполняемых на рабочем месте, т.е. от его коэффициента серийности (уровня специализации).
Перерывы из-за некомплектности незавершенного производства происходят при комплексно-узловой системе планирования, когда готовые детали, узлы пролеживают в связи с отсутствием других заготовок, деталей, входящих совместно с первыми в один комплект.
Плохая организация рабочих мест, несвоевременная подача материалов и инструмента, плохое качество технической документации или задержка в ее подготовке, недостатки ремонта – все это может привести к вынужденным перерывам, а, следовательно, к увеличению продолжительности производственного цикла. Режимные перерывы регламентированы режимом работы предприятия (перерывы на обед, между сменами, нерабочие смены, нерабочие дни). Эти перерывы будут наименьшими при непрерывной рабочей неделе. Перерывы связанные с режимом работы предприятия, обычно учитывают путем перевода производственного цикла, рассчитанного по затратам рабочего времени, в календарное время, соблюдая при этом соразмерность всех слагаемых цикла.
Необходимо иметь в виду, что длительность производственного цикла всего изделия не является арифметической сумой времен циклов изготовления деталей и сборочных узлов, так как многие из них обрабатываются или собираются одновременно, иными словами параллельно.
Пути сокращения длительности производственного цикла
Одной из актуальных задач всех служб предприятия является разработка мероприятий, связанных с сокращением длительности производственного цикла. Сокращение необходимо осуществлять одновременно по двум направлениям: уменьшают рабочий период цикла и полностью ликвидируют или сводят к минимуму различные перерывы. Вес практические мероприятия по сокращению длительности производственного цикла вытекают из принципов построения производственною процесса, в первую очередь, из принципов пропорциональности, параллельности и непрерывности Существует два основных направления по сокращению длительности производственного цикла
Технический прогресс вызывает сокращение длительности производственного процесса в результате внедрения более современных технологических процессов; полного исключения некоторых операций или замены одних другими, более производительными; интенсификации длительности производственного процесса.
Длительность естественных прочесов значительно сокращается в результате замены их соответствующими технологическими операциями.
Сокращение трудоемкости может быть достигнуто за счет изменения исходных материалов. Сокращение подготовительно-заключительного времени достигается внедрением поточного метода организации производства, типовых и универсальных приспособлений. Уменьшение продолжительности контроля качества выполняемых операций достигается их механизацией и автоматизацией, совмещением времени выполнения технологических и контрольных операций.
Технический прогресс находит свое выражение в повышении технологичности конструкции, которая проявляется в максимальном приближении конструкции к требованиям технологического процесса.
Совершенствование организации производства оказывает часто решающее влияние на длительность производственного никла, так как, величина межоперационных перерыво на предприятиях с партионным или единичным методами организации производства может быть в несколько раз больше длительности технологического цикла. Основные пути совершенствования организации труда и производства включают в себя:
1. рациональную планировку рабочих мест, в соответствии с последовательностью технологических операций и совершенствованием организации передачи деталей с операции на операцию внутри участка, цеха;
2. сокращение времени перерывов, вызываемых авариями оборудования, для чего необходима четкая организация планово-предупредительного ремонта оборудования;
3. ускорение вспомогательных процессов путем широкой их механизации и автоматизации, благодаря чему они не только быстрее выполняются, но и повышается надежность обслуживания основных процессов;
4. совершенствование работы транспортного хозяйства с целью организации равномерного обслуживания транспортом всех цехов в течение всех смен путем организации кольцевых рейсов, внедрения твердого расписания, транспортных операций, применения счетно-мерной тары, весов-автоматов, внедрения контейнеров;
5. организацию подготовительной смены, в течение которой производится наладка оборудования, подготовка к производству материалов, инструмента, приспособлений,
6. внедрение сменно-суточного планирования и организация работ по часовому графику;
7. улучшение организации производства в обслуживающих и вспомогательных хозяйствах;
8. внедрение параллельного и параллельно-последовательного способов передачи деталей в производственном процессе;
9. определение наиболее рационального порядка запуска партии изделий в производство, что приводит к сокращению времени пролеживания деталей у рабочих мест;
10.организацию поточного метода производства, который характеризуется полным отсутствием межоперационного пролеживания, в случае полной синхронизации производственных операций или значительным сокращением межоперационного залеживания в условиях частичной синхронизации операции, то есть, на прерывно-поточных линиях.
11.повышение уровня специализации рабочих мест, что позволяет ликвидировать или значительно сократить время ожидания освобождения рабочих мест, занятых выполнением операций по изготовлению партий деталей другого серийного изделия, одновременно устраняются переналадки оборудования и тем самым сокращается подготовительно-заключительное время, являющееся составной частью рабочего времени цикла.
Вскрытию резервов сокращения длительности ПЦ способствуют фотографии рабочего дня занятых в различных стадиях ПЦ, которые позволят определить фактическую длительность рабочего времени цикла и время перерывов, как зависящих, так и не зависящих от рабочих. Для выявления резервов сокращения ПЦ могут быть использованы данные специальных наблюдений, либо данные планово-учетной документации.
Мероприятия по сокращению длительности ПЦ дают комплексный экономический эффект. Они создают предпосылки улучшения использования производственных мощностей, снижение удельного веса накладных расходов в себестоимости единицы продукции. Таким образом, сокращение длительности всех элементов ПЦ является важным условием улучшения многих технико-экономических показателей работы предприятия.
Список используемой литературы:
1. Аврашков Л.Я. Адамчук В.В., Антонова О.В., и др. Экономика предприятия.- М., ЮНИТИ, 2001.
2. Вильям ДЖ. Стивенсон Управление производством. - М., ЗАО «Изд-во БИНОМ», 2000.
3. Грузинов В.П., Грибов В.Д. Экономика предприятия. Учебное пособие.-М.:ИЭП, 2004.
4. Калачева А.П.Организация работы предприятия.-М.:ПРИОР, 2000.- 431с.
5. Сергеев И.В. Экономика предприятия: Учеб. пособие. – 2-е изд., перераб. и доп. – М.: Финансы и статистика, 2004. – 304с.
Организация производственного процесса во времени направлена на обеспечение такого сочетания основных, обслуживающих и вспомогательных процессов, которое гарантирует наименьшие сроки изготовления продукции.
Рациональное взаимодействие всех элементов производственного процесса достижимо за счет формирования оптимального производственного цикла изделия.
Под производственным циклом понимают комплекс определенным образом организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления отдельного заказа.
Организация производственного процесса во времени отражает последовательность движения предметов труда по операциям процесса производства и характеризуется двумя параметрами: длительностью производственного цикла и его структурой.
Длительность производственного цикла (или цикла производства) - календарный промежуток времени между началом и окончанием производственного процесса изготовления одного изделия или партии этих изделий.
· Т п.ц, Т техн - соответственно длительность производственного и технологического циклов;
· Т пер - продолжительность перерывов;
· Т ест.пр - время естественных процессов.
Существует три вида движения предметов труда в процессе производства: последовательное, параллельное и последовательно-параллельное (смешанное).
Последовательным видом движения называют такой способ передачи деталей (изделий), при котором обработка производится партиями, передача партии с операции на операцию происходит только после того, как все детали партии прошли обработку на предыдущей операции. При применении последовательного вида движения отдельные детали (изделия) длительное время пролеживают на каждой операции в ожидании окончания обработки всей партии.
Последовательный вид движения обычно применяется в единичном и мелкосерийном производстве.
Параллельным видом движения называется такой способ передачи деталей (изделий), при котором с операции на операцию детали (изделия) передаются поштучно или небольшими транспортными партиями.
При таком способе передачи каждая деталь (или транспортная партия) после обработки передается сразу на следующую операцию до окончания обработки остальных деталей в партии. Это сокращает или полностью устраняет время пролеживания отдельных деталей, что делает длительность обработки партии самой короткой.
Параллельный способ передачи деталей (изделий) применяется в массовом и крупносерийном производстве, и лежит в основе организации поточного производства.
Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором отдельные детали в партии частично одновременно обрабатываются на двух или нескольких операциях технологического процесса и работа на всех операциях идет без перерыва. Одновременная (параллельная) обработка части партии на нескольких операциях уменьшает пролеживание отдельных деталей и приводит к сокращению длительности обработки по сравнению с последовательным способом.
Как видно из графиков и приведенных расчетов, наиболее короткое время обработки партии деталей при параллельном виде движения, но его применение, так же как и смешанного вида, будет эффективно только при расположении оборудования в порядке последовательности операций технологического процесса, а также при наличии станков-дублеров на операциях с длительным временем обработки или производственных запасов на операциях с коротким временем обработки. Если эти условия невыполнимы, то применение этих видов движения нецелесообразно.
В условиях единичного и мелкосерийного производства, когда оборудование располагается по группам, а не в порядке последовательности технологического процесса, использование параллельного или параллельно-последовательного вида движения производства невозможно.
Вы также можете найти интересующую информацию в научном поисковике Otvety.Online. Воспользуйтесь формой поиска:
Еще по теме Организация производственного процесса во времени. Виды движения предметов труда.:
- 25. Организация производственного процесса и методы его планирования.
- 60. Параллельно-последовательный вид движения предметов труда в производственном процессе, его преимущества и недостатки.
Организация производственного процесса во времени направлена на обеспечение такого сочетания основных, обслуживающих и вспомогательных процессов, которое гарантирует наименьшие сроки изготовления продукции. Рациональное взаимодействие всех элементов производственного процесса достижимо за счет формирования оптимального производственного цикла изделия.
Под производственным циклом понимают комплекс определенным образом организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления отдельного заказа.
Организация производственного процесса во времени отражает последовательность движения предметов труда по операциям процесса производства и характеризуется двумя параметрами: длительностью производственного цикла и его структурой.
Длительность производственного цикла (или цикла производства) - календарный промежуток времени между началом и окончанием производственного процесса изготовления одного изделия или партии этих изделий.
- Тп.ц, Ттехн - соответственно длительность производственного и технологического циклов;
- Тпер - продолжительность перерывов;
- Тест.пр - время естественных процессов.
Существует три вида движения предметов труда в процессе производства: последовательное, параллельное и последовательно-параллельное (смешанное).
Последовательным видом движения называют такой способ передачи деталей (изделий), при котором обработка производится партиями, передача партии с операции на операцию происходит только после того, как все детали партии прошли обработку на предыдущей операции. При применении последовательного вида движения отдельные детали (изделия) длительное время пролеживают на каждой операции в ожидании окончания обработки всей партии.
Последовательный вид движения обычно применяется в единичном и мелкосерийном производстве.
Параллельным видом движения называется такой способ передачи деталей (изделий), при котором с операции на операцию детали (изделия) передаются поштучно или небольшими транспортными партиями. При таком способе передачи каждая деталь (или транспортная партия) после обработки передается сразу на следующую операцию до окончания обработки остальных деталей в партии. Это сокращает или полностью устраняет время пролеживания отдельных деталей, что делает длительность обработки партии самой короткой.
Параллельный способ передачи деталей (изделий) применяется в массовом и крупносерийном производстве, и лежит в основе организации поточного производства.
Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором отдельные детали в партии частично одновременно обрабатываются на двух или нескольких операциях технологического процесса и работа на всех операциях идет без перерыва. Одновременная (параллельная) обработка части партии на нескольких операциях уменьшает пролеживание отдельных деталей и приводит к сокращению длительности обработки по сравнению с последовательным способом.
Как видно из графиков и приведенных расчетов, наиболее короткое время обработки партии деталей при параллельном виде движения, но его применение, так же как и смешанного вида, будет эффективно только при
расположении оборудования в порядке последовательности операций технологического процесса, а также при наличии станков-дублеров на операциях с длительным временем обработки или производственных запасов на операциях с коротким временем обработки. Если эти условия невыполнимы, то применение этих видов движения нецелесообразно.
В условиях единичного и мелкосерийного производства, когда оборудование располагается по группам, а не в порядке последовательности технологического процесса, использование параллельного или параллельно-последовательного вида движения производства невозможно.
План занятия:
- 1. Понятие о производственном процессе, его состав и структура.
- 2. Принципы рациональной организации производственного процесса.
- 3. Производственный цикл, его структура.
- 4. Факторы, влияющие на длительность цикла.
- 5. Виды движения предметов труда.
- 6. Пути сокращения производственного цикла.
Методические указания
Под производственным процессом понимается совокупность разнообразных, но связанных между собой процессов труда и естественных процессов, обеспечивающих превращение сырья в готовый продукт. На предприятиях по хранению и переработке сельскохозяйственной продукции он включает наряду с процессами труда и естественные процессы (отлежка зерна на мельницах, созревание сыров и т.п.).
Производственный процесс перерабатывающих предприятии неоднороден. Он состоит из основных, вспомогательных, обслуживающих и побочных процессов. К основным относятся процессы, непосредственно связанные с превращением исходного сырья или материалов в готовую продукцию (зерна в муку, сахарной свеклы в сахар, льно-тресты в льноволокно). Совокупность этих процессов на предприятиях образует основное производство.
На хлебоприемных предприятиях, осуществляющих хранение государственных ресурсов зерна, к основным следует относить также процессы, связанные с приемом, размещением и хранением зерна.
Вспомогательные процессы прямо с выработкой продукции не связаны. Их назначение - технически обслуживать основные процессы, оказывать им определенные услуги: снабжение различными видами энергии, производство инструмента и приспособлений, выполнение ремонтных работ. Они составляют вспомогательное производство перерабатывающих предприятий.
В группу обслуживающих входят процессы, которые осуществляют материальное обслуживание основного, а также вспомогательного производства. Они связаны с приемом, размещением и хранением сырья, готовой продукции, вспомогательных материалов, топлива, их транспортировкой от мест хранения к местам потребления и т.п.
Побочные процессы также способствуют превращению сырья в готовый продукт. Но ни сырье, используемое в побочных процессах, ни вырабатываемая из него продукция не относятся к основной продукции предприятия, определяющей его назначение. Это переработка и подработка отходов, получаемых в основном производстве, и др.
Основное и вспомогательное производства предприятия составляют неразрывный комплекс процессов, протекающих во времени и пространстве, соизмерение которых необходимо в ходе организации изготовления продукции. Время является одним из важнейших факторов производства.
Время, в течение которого совершается производственный процесс, называется временем производства. Оно включает время, в течение которого сырье, материалы и некоторые производственные фонды находятся в запасе, и время, в течение которого совершается производственный цикл.
Производственный цикл - один из важнейших показателей организации производства на предприятии. Под ним понимается календарное время изготовления продукта, начиная с запуска сырья в производство и кончая получением готовых изделий. Он характеризуется длительностью (часы, дни) и структурой. В производственный цикл включаются рабочее время и перерывы в процессах труда.
Длительность производственного цикла (Т ц) в общем виде может быть выражена формулой
где - время технологических операций;
- - время естественных процессов;
- - время транспортных операций;
- - время контрольных операций;
- - время межоперационного пролеживания изделий;
- - время межсменного пролеживания изделий;
n, m, i, x, j, y - количество технологических, естественных, транспортных, контрольных операций и перерывов соответственно.
Рациональная организация производственного процесса базируется на принципах:
1) Пропорциональности : предполагает одинаковую производительность производственных подразделений в единицу времени. В рамках отдельных цехов пропорциональность предусматривает соблюдение пропорции в производительности оборудования и рабочих мест по операциям.
Пропорциональность процессов производства определяется путем сопоставления производственной мощности цехов с производительностью оборудования, установленного на рабочих местах по операциям. Величины сравниваемых показателей должны быть выражены в одних и тех же единицах измерения. Например, если мощность цеха убоя и переработки скота выражена в головах крупного рогатого скота за смену, то и производительность конвейеров, боксов для оглушения скота, машин для съемки шкур, электрических пил и другого оборудования, используемого в процессе производства, должна быть выражена в количестве голов крупного рогатого скота, которое с их помощью можно переработать за смену. Аналогично определяются мощности цехов и оборудования на предприятиях хлебозаготовок, плодоовощеконсервной и молочной промышленности.
При расчете уровня пропорциональности производительность оборудования рабочих мест, на которых выполняются одноименные операции, суммируется.
Пропорциональность рабочих мест с ручным выполнением операций определяется сопоставлением норм выработки рабочих (в сопоставимых единицах измерения) с учетом их выполнения по операциям.
Для характеристики пропорциональности процессов используются коэффициенты пропорциональности, которые выражают отношение производительности оборудования или выработки рабочих на операциях к мощности цеха или к производительности ведущего оборудования (машины и агрегаты, установленные на участках производства, где выполняются главные технологические операции):
где п - средняя пропускная способность рабочего места (цех, участок и т.д.) единицы продукции в единицу времени (шт/ч и т.д.);
z - производственное задание по выпуску продукции (шт/ч, шт/мин и т.д.);
т - количество рабочих мест на производстве.
Пропорциональность производственных подразделений можно определить также путем сопоставления такта работы цеха с тактами рабочих мест и операций.
Величины такта и мощность цеха находятся в обратной зависимости:
где Т - такт работы цеха (минут или секунд на единицу изделия);
Продолжительность смены (ч, мин, с);
Регламентированные перерывы в работе цеха;
Мощность цеха за смену.
Тактом рабочего места называется минимальное время, необходимое для выполнения операции на рабочем месте. Он определяется по формуле:

где - такт рабочего места (часов, минут или секунд на единицу изделия);
Суммарная производительность оборудования на рабочем месте (т, кг, шт за смену).
Пропорциональность между операциями обеспечивается путем подбора оборудования на рабочие места в соответствии с мощностью цеха, а также организацией соответствующего количества рабочих мест на каждой операции. Число рабочих мест на операциях вычисляется по формуле
2) Параллельности : основан на одновременном выполнении фаз, этапов или частей производственного процесса. Во многооперационном производственном процессе параллельное выполнение операций совершается при изготовлении партий изделий. При этом выполнение одной операции над одним изделием совершается одновременно с другой операцией того же процесса производства. Параллельное выполнение операций может быть полным и частичным. При полном совмещении время выполнения одной операции полностью перекрывается временем выполнения другой. Параллельность операций характеризуется коэффициентом
где - время параллельного выполнения операций;
Меньшая продолжительность одной из двух смежных операций, выполненных параллельно. Параллельное выполнение операций сокращает длительность производственного цикла. Степень сокращения цикла зависит от степени параллельности операций и определяется коэффициентом
где - сумма времени совмещений на всех операциях процесса;
Общая продолжительность операций процесса производства;
Число операций.
Коэффициент параллельности производственного процесса определяется по формуле
где - общая сумма времени параллельного выполнения операций производства;
Длительность производственного цикла;
- - число операций в процессе производства.
- 3) Ритмичности : предполагает обеспечение выпуска в равные промежутки одного и того же или равномерно возрастающего количества продукции на всех стадиях и операциях
где ОП ф - фактический объем продукции за период;
ОП пл - плановый объем продукции за период.
В общем виде плановый ритм рассчитывают по формуле
где R - плановый ритм работы предприятия:
Т - планируемое время выполнения задания;
А - плановое задание.
Для расчета планового ритма за смену используется следующая формула:
где - продолжительность смены, мин;
Регламентированные перерывы за смену, мин;
А - плановое задание за смену.
4) Непрерывности : предполагает сокращение или сведение к минимуму перерывов в процессе производства продукции

где R - ритм поточной линии (время на производственное задание);
t mex.onep . - технологическая продолжительность операции на i-том рабочем месте.
5) Прямоточности - это кратчайший путь прохождения изделием всех стадий и операций - от запуска исходных материалов до выхода готовой продукции. Она характеризуется как

где Т тр - продолжительность транспортных операций (мин, с);
Т ц - длительность производственного цикла.
Различают три вида движения предметов труда: последовательный, параллельный, параллельно-последовательный.
При последовательном виде движения обработка изделий ведется партиями. Каждая следующая операция начинается после завершения обработки всех изделий данной партии. Длительность производственного цикла изготовления партий изделий () определяется затратами времени на выполнение отдельных операций, количеством изделий в партии, временем перерывов

где п - число изделий (тонн) в партии;
t i - штучное время обработки изделия на i-операции, мин;
РМ i - число рабочих мест на операции.
При параллельном виде движения передача предмета труда с одной операции на другую осуществляется поштучно, по мере окончания процесса обработки на каждом рабочем месте. В связи с этим в отдельные периоды все операции по обработке данной партии изделий осуществляются одновременно. Цикл изготовления партии продукции будет равен длительности всех производственных операций по обработке одного изделия, времени его пролеживания на отдельных рабочих местах, продолжительности обработки и пролеживания остальных изделий партии при выполнении одной из операций и времени прочих перерывов. Длительность цикла () определяется по формуле

где (t/PM ) гл - длительность обработки изделия на самой трудоемкой (главной операции);
р - величина передаточной (транспортной) партии.
Параллельно-последовательный вид движения характеризуется смешанной обработкой изделий на отдельных операциях. На одних рабочих местах обработка и передача на следующую операцию производятся поштучно, на других - партиями различной величины. Длительность цикла () определяется по формуле
где - сумма времени на выполнение всех длинных операций, мин;
Сумма времени на выполнение всех коротких операций, мин
где - сумма коротких операций (из двух смежных), мин.
Примеры решения задач
Партия продукции массой 5 тонн обрабатывается при параллельно-последовательном виде движения предметов труда. Технологический процесс из шести операций следующий: 3,2,5,8,4,2 мин.
Определить, как изменится время цикла, если в результате изменения условий производства операция №3 сократится на 2 мин, а операция №4 разделится на две самостоятельные операции продолжительностью 3 и 5 мин.

Т ц пар-посл = 5*(3+2+5+8+4+2) - (5 - 1)*(2+2+5+4+2) = 5*24 - 4*15 = 120 - 60 = 60 мин.
Если t i : 3, 2, 3, 3, 5, 4, 2, то
Тцпар-посл = 5*(3+2+3+3+5+4+2) - 4*(2+2+3+3+3) = 5*22 - 4*15 = 110 - 60 = 50 мин.
Как изменится длительность производственного цикла, если смешанный вид движения предметов труда заменить параллельным?
Партия состоит из 3-х тонн, обработка идет по 1тонне на пяти операциях, длительность которых: 2, 1, 3, 1, 2 мин.
Показать аналитически и графически.

3*(2+1+3+1+2) - (3 - 1)*(1+1+1+1)=27-8=19
Следовательно, время цикла снизится на 4 мин при замене смешанного вида параллельным.
Задание 3.1
Партия продукции (3 тонны) обрабатывается на пяти операциях, продолжительность которых равна: 2,1,3,2,1 мин/тонну. Определить (аналитически и графически) длительность производственного цикла при последовательном, параллельном и параллельно-последовательном видах движения предметов труда.
Задание 3.2
Определить длительность технологического цикла подготовки к помолу пшеницы при 3-х видах движения предметов труда. Количество тонн в партии, передаточные (транспортные) партии и длительность операций по вариантам приведенных в таблице 3.1.
Таблица 3.1
|
Варианты |
||||||
|
Количество тонн в партии, тонн |
||||||
|
Передаточная (транспортная) партия, тонн |
||||||
|
Время перемещения зерна транспортером, мин |
||||||
|
Время перемещения зерна шнеком, мин |
||||||
|
Время перемещения зерна пневмотранспортером, мин |
||||||
|
Время прохождения зерна через сепаратор, мин. |
||||||
|
Время прохождения зерна через камнеотборник, мин |
||||||
|
Время прохождения зерна через моечную машину, мин |
||||||
|
Время прохождения зерна через увлажнительный аппарат и электромагнитный сепаратор, мин |
||||||
|
Время прохождения зерна через закрома, мин |
Задание 3.3
Партия продукции массой 52 т обрабатывается при параллельном виде движения предметов труда. Технологический процесс складывается из 7 операций продолжительностью: t 1 =2 мин, t 2 =8, t 3 =4, t 4 =6, t 5 =3, t 6 =3, t 7 =6 мин. В результате изменения условий производства величина партии удвоилась, а операция №2 разделена на две самостоятельные операции (см. таблицу 3.2). Определить, насколько изменилась длительность технологического цикла в результате изменения производственных условий.
Таблица 3.2
Задание 3.4
При ведении технологического процесса обработки карамельной массы установлены следующие нормы времени на отдельные операции (в мин):
Таблица 3.3 - Нормы времени технологического процесса обработки карамельной массы
Определить (аналитически и графически) длительность технологического цикла обработки карамельной массы (3 тонны) при последовательном, параллельном и параллельно-последовательном видах движения предметов труда.
Задание 3.5
Партия зерна массой 78 тонн обрабатывается на пяти операциях. Нормы времени обработки продукции по вариантам представлены в таблице 3.4.
Таблица 3.4.
|
Варианты Операции, мин |
||||||
Определить время обработки партии продукции при параллельном и смешанном движении предметов труда. Найти возможный процент сокращения времени обработки при параллельном движении по сравнению со смешанным. А также проанализировать, как изменится время обработки при параллельном движении, если длительность 3 и 4 операции (каждой в отдельности) сократиться на 1 минуту.
Задание 3.6
На плодоовощеперерабатывающем заводе обрабатывается партия продукции при параллельно-последовательном виде движения предметов труда на восьми операциях производственного процесса. Продолжительность операций следующая: t 1 =4 мин., t 2 =5, t 3 =2, t 4 =6, t 5 =l, t 6 =2, t 7 =3, t 8 =7 мин. Количество тонн в партии по вариантам - в таблице 3.5.
Таблица 3.5- Количество тонн в партии
Определить:
- 1) Продолжительность изготовления партии продукции;
- 2) Исследовать изменение продолжительности при:
- а) уменьшении длительности четвертой операции на 1 мин;
- б) объединении третьей и пятой операций в одну без изменения длительности каждой в отдельности;
- в) увеличении седьмой и восьмой операций на 1 мин.
Задание 3.7
Определить, как изменится длительность технологического цикла обработки партии изделий, если параллельно-последовательный вид движения заменить параллельным. Количество тонн в партии - по вариантам (табл. 3.6). Технологический процесс обработки продукции следующий:
Таблица 3.6
|
Номер операции |
|||||
|
Норма времени, мин |